Laser cutting
Laser cutting job workers
Laser cutting sheets metal workers
Laser cutting fabrication work
Bending laser cutting
folding laser cutting
Job workers laser cutting
Mild steel laser cutting
Aluminium laser cutting
lasercutting metal marking job work
laser marking job work
laser welding job work
Fabrication laser cutting job work
Laser cutting Piece work
Fabrication-Sheet-Metal-piece-work
CNC-Lasercutting-piece-work
welding-piece-work
Aluminum-lasercutting-piece-work
Laser Cutting and Fabrication Services:
Phoenix hi-tech engineers delegate sheet metal laser, Laser cutting fabrication and Laser cutting assembly services are intended to assemble the innovative demands positioned on manufacturers for small lot sizes, fast turnaround, and inferior part expenditure.
Domestic manufacturing amenities are fit prepared for
Laser cutting sheet metal work as well as
laser cutting, Laser punching,
Laser bending, Laser turning in addition to
Laser cutting machining, shearing, Laser stamping, Laser cutting welding, sheet metal powder coating and laser Fabrication custom assembly. Additional details on each repair are scheduled below.
Laser fabrication work examination with offshore arraign:
Our laser cutting job work sites are base in New Delhi, India, Chennai and Coimbatore and for our global clients we keep up a enthusiastic project organization and customer hold up office in Chennai, India. This arrangement allows you to advantage from offshore industrialized rates at the same time as in receipt of the service you would be expecting from a India-based contractor of
laser cutting fabrication work.
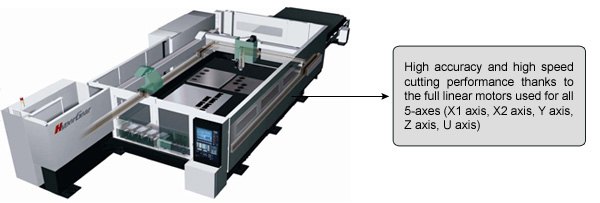
Laser cutting machines can precisely fabricate multifaceted exterior contour. The laser beam is characteristically 0.2 mm (0.008 in) distance at the cutting face with a power of 1000 to 2000 laser cutting watts.
Laser cutting piecework can be harmonizing to the CNC Laser cutting /Turret course of action. The laser CNC/Turret procedure can create internal features such as holes eagerly while the
laser cutting process can create external complex skin tone with no trouble.
Laser cutting acquire straight contribution in the form of electronic information from a CAD illustration to construct flat
laser cutting fabrication work form parts of enormous complexity. In the company of 3-axis have power over, the laser cutting process can summary parts after they have been created on the CNC/Turret procedure.
Laser cutting work bests on resources such because carbon steel otherwise stainless steels. Metals such seeing that aluminum and copper laser alloys are more easier said than done to cut due to their capability to reproduce the glow as well as take up and carry out heat. This requires laser cutting piece work with the meaning of is more authoritative.
Laser cutting Design Considerations in Job work Chennai:
Lasers cut by melting the substance in the ray pathway. Resources that are high temperature treatable will obtain case hard-bitten at the cut boundaries. This might be beneficial if the hard-bitten edges are functionally attractive in the completed parts. However, if further machining operations such as threading are required, then hardening is a problem.
A gap cut with a laser cutting has an entrance laser cut job work diameter larger than the way out diameter, creating a somewhat tapering gap.
The minimum radius for slit corners is 0.75 mm (0.030 in). different blanking, piercing, and forming, the normal design rules regarding minimum wall thicknesses, minimum hole size (as a percent of stock thickness) do not apply. The minimum hole sizes are related to stock thickness and can be as low as 20% of the stock thickness, with a minimum of 0.25 mm (0.010 in) for upto 1.9 mm (0.075 in). Contrast this with normal piercing operations with the recommended hole size 1.2 times the stock thickness.
Burrs are quite small compared to blanking and shearing. They can be almost eliminated when 3D lasers are used and further, eliminate the need for secondary deburring operations.
As in blanking and piercing, considerable economies can be obtained by nesting parts, and cutting along common lines. In addition, secondary deburring operations can be reduced or eliminated.